

一、商品化名稱:雙相不銹鋼助銲劑
Topic: Activated Flux for Welding Duplex Stainless Steel
二、研發團隊
材料工程研究所 Institute of Materials Engineering | 曾光宏 Kuang-Hung Tseng | 教授 Professor |
材料工程研究所 Institute of Materials Engineering | 楊仁發 Jen-Fa Yang | 碩士班研究生 Graduate Student |
三、源起
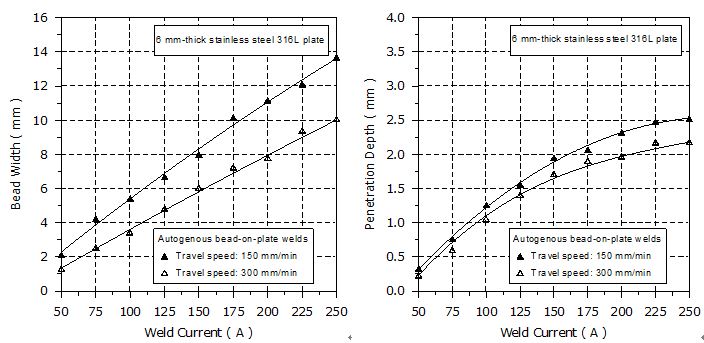
在金屬製造工業領域中,銲接係不可或缺的關鍵技術之一,其中電弧銲接係最廣泛應用之接合技術。氣護鎢極電弧銲接俗稱氬弧銲接,其係以鎢棒(純鎢或鎢合金)為電極而與工件材料間產生之電弧作為銲接熱源,其中保護氣體(氬氣或氦氣)係從銲槍火嘴供給以防止鎢棒、熔融金屬及填料金屬等發生高溫氧化現象。氬弧銲接現已廣泛應用於不銹鋼、鋁合金及鈦合金等薄板金屬銲接工作。然氬弧銲接主要缺失為單道次可銲工件厚度限制性,此缺失於銲接不銹鋼時甚為顯著,如不銹鋼單道次可銲工件厚度上限為2.5 mm。若欲以氬弧銲接進行厚板金屬銲接工作時,則該工件材料需先進行接頭開槽加工再實施多道次填料銲接程序,然此將大幅降低氬弧銲接生產效率。如圖1所示為銲接參數對不銹鋼銲道幾何尺寸影響。實驗結果顯示若企圖提高銲接電流或降低銲接速度,將徒使銲道寬度增加,而該銲道深度幾乎沒有提高效果。如何提高氬弧銲接之熔透能力進而提高生產效率,長久以來即為銲接界致力研發的課題。
四、設計概念
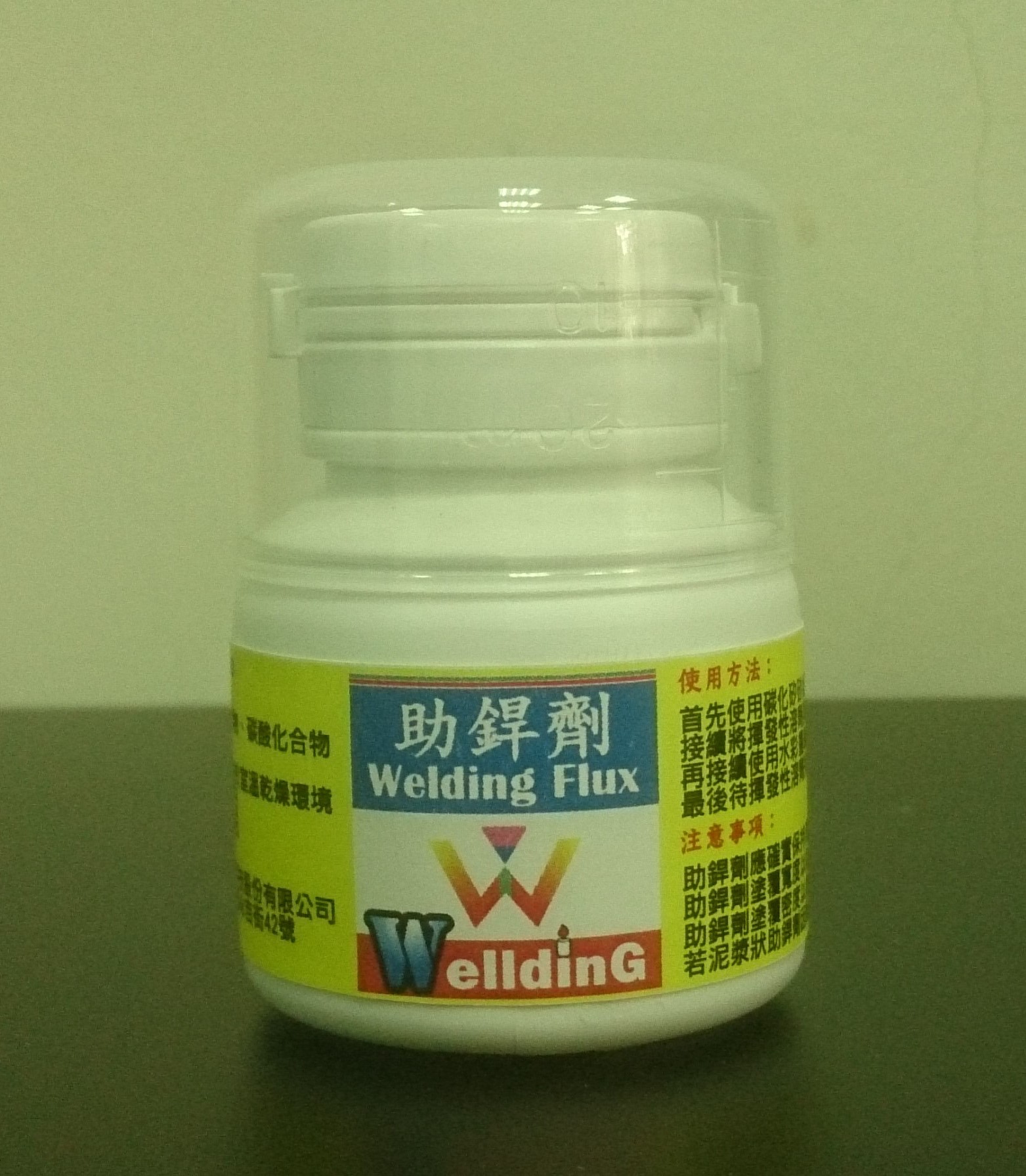
近年來,一種新式氬弧銲接技術-活性氬弧銲接已受到高度重視。活性氬弧銲接最早係於1960年代由烏克蘭巴頓電銲研究所新式開發之電弧銲接製程。此製程技術主要係將活性劑塗覆於工件表面欲結合位置後,再直接對此工件材料施以氬弧銲接即可顯著提高銲接熔透能力。活性氬弧銲接關鍵技術在於活性劑組成配方,不同工件材料銲接工作可適用之活性劑組成配方不盡相同。本計畫針對雙相不銹鋼材料,採用配方設計並導入實驗計畫法,將多種無機粉末進行交叉混合配比設計,成功開發同時兼具高熔深、低變形及無殘渣之雙相不銹鋼助銲劑。如圖2所示為本計畫成功開發之商業化雙相不銹鋼助銲劑。
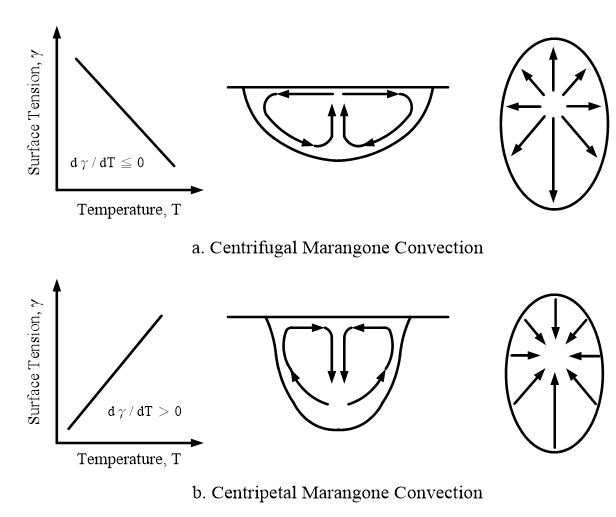
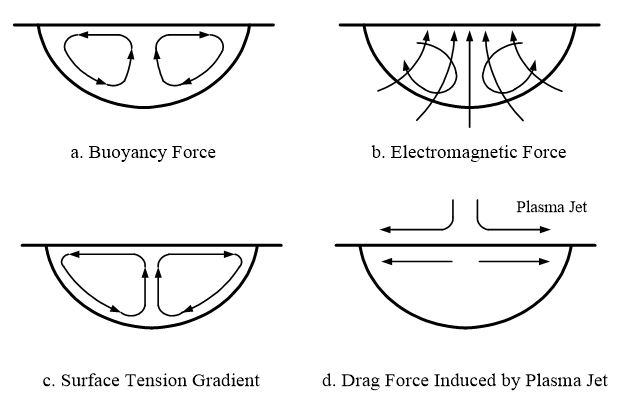
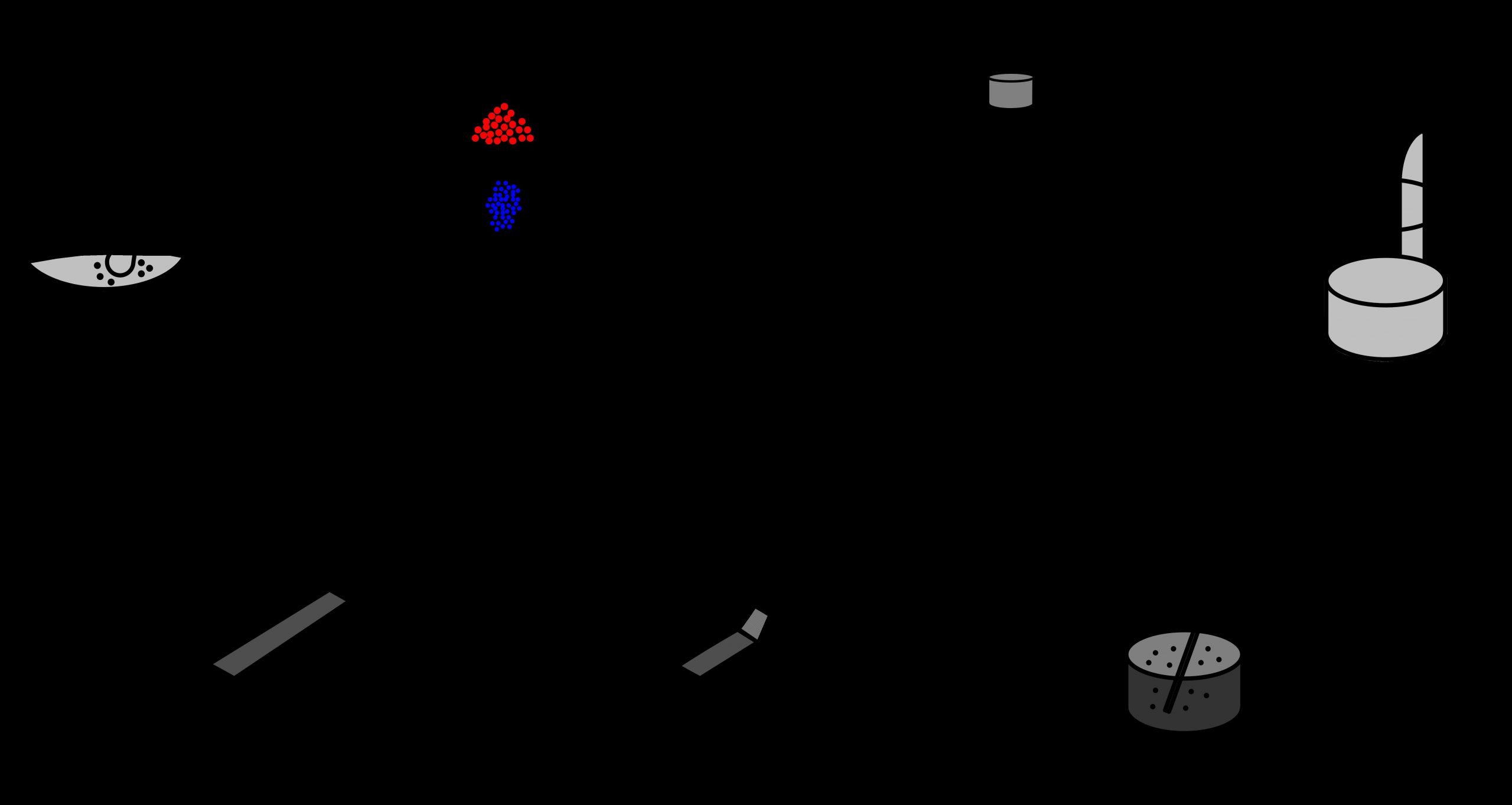
熔融金屬流動模式係影響銲道形態主要因素,另影響熔融金屬流動之驅使力有浮力、電磁力、表面張力梯度及電漿流引致拖曳力等(如圖3所示),其中表面張力梯度將顯著影響熔融金屬流動模式。當銲池存在表面張力梯度時,將促使熔融金屬由低表面張力區流至高表面張力區,其中氧元素存在與否將顯著影響銲池表面張力梯度。當銲池未存在適量氧元素時,該表面張力梯度將隨溫度提高而降低(亦即表面張力溫度係數為負值),此時熔融金屬形成由銲池表面中央向兩側流動之離心式馬蘭格尼對流,進而形成寬淺銲道形態(如圖4a所示)。當銲池存在適量氧元素時,該表面張力梯度將隨溫度提高而提高(亦即表面張力溫度係數為正值),此時熔融金屬形成由銲池表面兩側向中央流動之向心式馬蘭格尼對流,進而形成窄深銲道形態(如圖4b所示)。
五、技術開發
如圖5所示為活性氬弧銲接技術開發流程,該流程主要有粉末研磨、粉末分篩、粉末/溶劑秤重、粉末/溶劑混合、粉末/溶劑攪拌、活性劑塗覆及氬弧銲接等步驟。具體而言,在進行活性氬弧銲接前,先將氧化物粉末與甲醇依特定比例混合配製成泥漿狀,接續使用扁平毛刷將此泥漿狀活性劑均勻塗覆於鋼板表面欲接合位置處,最後待甲醇完全揮發後即可施以氬弧銲接,藉以可顯著提高銲接熔透能力。其中活性劑單位面積塗覆量為2.24±0.12 mg/cm2。本研究開發之雙相不銹鋼助銲劑於無接頭開槽情況,其單道次可銲工件厚度可達8–10 mm。此外,該助銲劑亦可降低雙相不銹鋼銲道形態易受母材成份變異之影響。
六、技術競爭力
本研究現已成功研發商業化雙相不銹鋼助銲劑,應用此助銲劑於雙相不銹鋼銲接具有六項工程技術效益:1.提高銲接接頭熔透深度;2.降低銲件變形與殘留應力;3.節省銲前作業時間;4.節省銲後處理時間;5.取代多道次施銲工序;6.避免銲道形態受母材成份變異影響。活性氬弧銲接技術未來可廣泛應用於機械、電力、建築、造船及石化等金屬製造工業領域。
七、研發成果
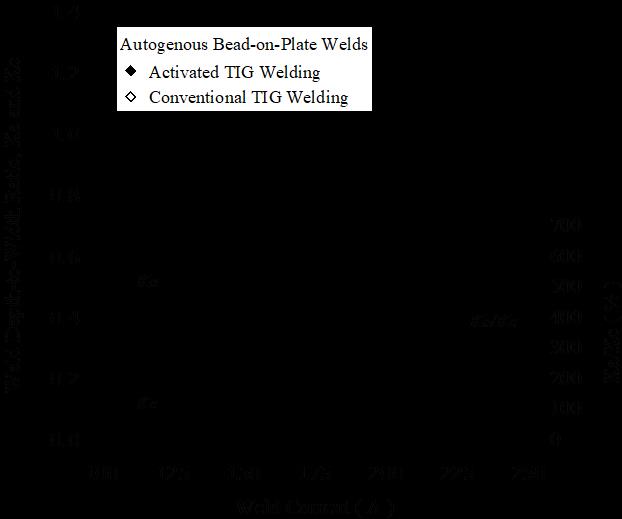
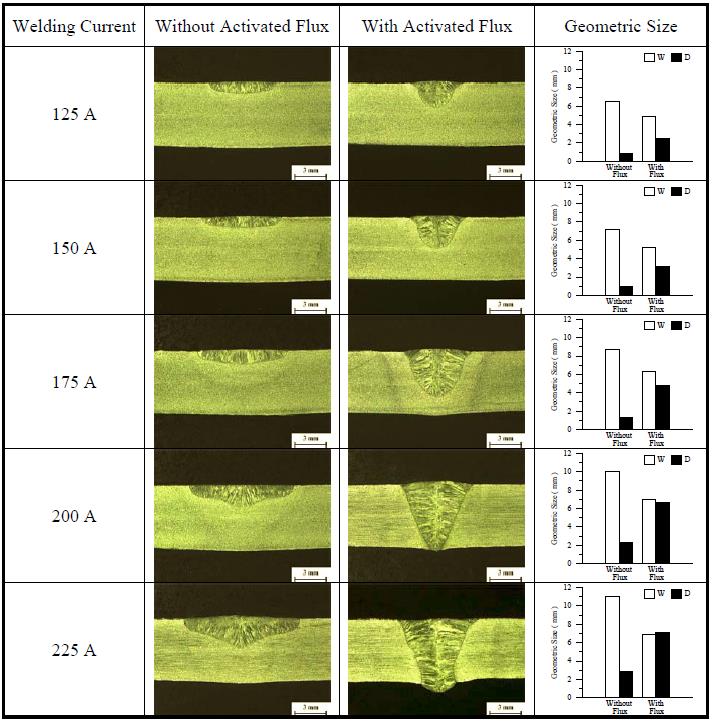
如圖6所示為銲接電流對不銹鋼銲道形狀與尺寸影響。實驗結果顯示銲道深度及其寬度隨氬弧銲接電流改變而產生顯著變化。當傳統氬弧銲接電流由125 A提高至225 A 時,其銲道深度僅由0.80 mm提高至2.85 mm而銲道寬度則由6.47 mm提高至11.02 mm。由此可知傳統氬弧銲接將形成寬淺銲道形態。當活性氬弧銲接電流由125 A提高至225 A 時,其銲道深度將由2.51 mm大幅提高至7.08 mm而銲道寬度則由4.88 mm提高至6.92 mm。由此可知活性氬弧銲接將形成窄深銲道形態。如圖7所示為銲接電流對不銹鋼銲道深寬比影響。實驗結果顯示當銲接電流為175 A時,採用活性氬弧銲接即可大幅提高不銹鋼銲道深寬比達500%。
八、致謝
本計畫承蒙國立屏東科技大學『推動專利(技術)商品化—專利商品化補助計畫』經費補助,方能順利完成,特此致上感謝之意。